Hvorfor forårsager metalstemplingsdele rivning?
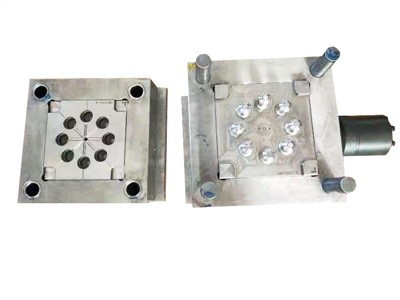
De almindelige afrivnings- og skævningsformer af metalstemplingsdele. Stemplingsprocessen for det midterste beskyttende overfladebeslag er: blankning og stansning-stansning snit-flanging formning-incision-flanging. Der er mange former for rivning og skævhed under formningsprocessen af det midterste beskyttende overfladebeslag. Rivningsdelene er hovedsageligt fordelt ved arbejdsemnets hulmønster, og R-buen ved hjørnet af sidevæggen og samlingen af væghalsen osv. på grund af stempling og produktion. Forskellen i procesforhold, andelen af hver brudt del er forskellig. Riven kan være en engangsdannende rift, eller en rift forårsaget af udviklingen af træthedsrevner, det vil sige usynlige revner.
Årsagsanalyse: Ifølge den faktiske situation på stedet, ved at inspicere rivepositionen, brudformen og graden af knusning af delen, antages det, at delens rivning og skævhed hovedsageligt afspejles i flangeformningsprocessen. Årsagerne til denne proces er som følger:
1. Formeprocesparametrene er ikke på plads. Under dannelsen af delen kræver processen, at matricen, pressekernen og de to dele skal være tæt knyttet til hinanden, og den plastiske deformation af pladematerialet tvinges, når værktøjsmaskinen glider ned. Dannet. Men på grund af ulemperne såsom ustabil kvalitet af de pressede dele, viser det, at værktøjsmaskinens tryk er i en ubalanceret tilstand af trykudsving under produktionsprocessen. Hovedårsagen er, at forarbejdningsteknikerne ikke justerede trykket på værktøjsmaskinen på dette tidspunkt i overensstemmelse med kravene i procesbetegnelsen eller ikke kommunikerede oplysninger om maskintrykstabilitet med hinanden under overdragelsen af hvert skift, resulterer i dårlig kvalitet af delene. Stabilisere.
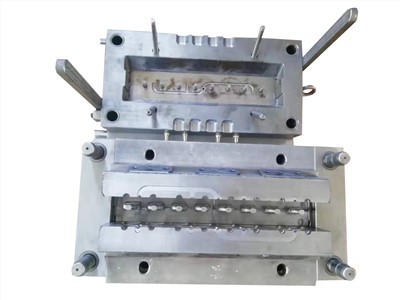
2. Fejl i udformningen af flangeformen. Formen deles for venstre og højre del af en form med to hulrum. Fordi indholdet af denne proces ikke kun er flangingen, men også det formdannende indhold. Derudover er delene særligt komplekse, den buede overflade er smal, og formkravene er konkave. Formpressematerialets kerne er i overensstemmelse med formningsoverfladen osv., hvilket resulterer i et stort formningsslag af formstrukturens tilstand og et lille presseområde. I det oprindelige formdesign overvejede designeren kun træk ved en lille blank overflade, men ignorerede det styrende glideslag af blanking kerne.